

PERCEPTIVE SOLUTION
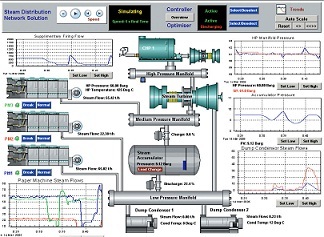 The main task of the steam network is to generate and deliver process steam for the paper machines. Operation of the industrial power plants differs markedly from that of typical condensing power plants with stable or slowly changing loads; the industrial power plants typically being exposed to large and fast load changes caused by breaks and tail-feeding of the paper machines. The dynamics of the load disturbances are often far beyond the control capability of the boilers regulating the steam delivery network. Thus different kinds of load leveling components and control loops are needed to stabilise the steam pressures in different headers during the rapid load changes in the steam network. These can be in the form of steam accumulators, let down stations and steam vents.
The main task of the steam network is to generate and deliver process steam for the paper machines. Operation of the industrial power plants differs markedly from that of typical condensing power plants with stable or slowly changing loads; the industrial power plants typically being exposed to large and fast load changes caused by breaks and tail-feeding of the paper machines. The dynamics of the load disturbances are often far beyond the control capability of the boilers regulating the steam delivery network. Thus different kinds of load leveling components and control loops are needed to stabilise the steam pressures in different headers during the rapid load changes in the steam network. These can be in the form of steam accumulators, let down stations and steam vents.
Perceptive Engineering's solution is to construct a robust model which describes the interactions between key stock flows, vacuums and retention chemicals, and their influence on backwater consistency and drainage. This model is used in a Model Predictive Controller to reduce wet-end and sheet variation by handling the machine interactions and dynamics. A real-time optimiser is coupled to the controller to ;maximise energy efficiency and ensure optimal use of the machine’s retention chemicals.
RETURN ON INVESTMENT
The project required less than 12 weeks to implement. Perceptive's controller reduced the standard deviation of white water consistency by at least 60%, depending on the grade being manufactured. Sheet ash variability was reduced by more than 50%, which enabled higher mean ash levels to be maintained and fibre costs to be reduced, without compromising sheet strength or printability.
Greater stabilisation of the wet end also enabled tighter control of sheet moisture. Combined with improved control of steam distribution and reduction in steam losses during breaks or starts, average steam consumption was reduced by 10%. Where drying capacity had been a process bottleneck, production rates could now be increased by almost 5%.