
Improved Control of Particle Size and Product Characteristics
Batch Crystallisation
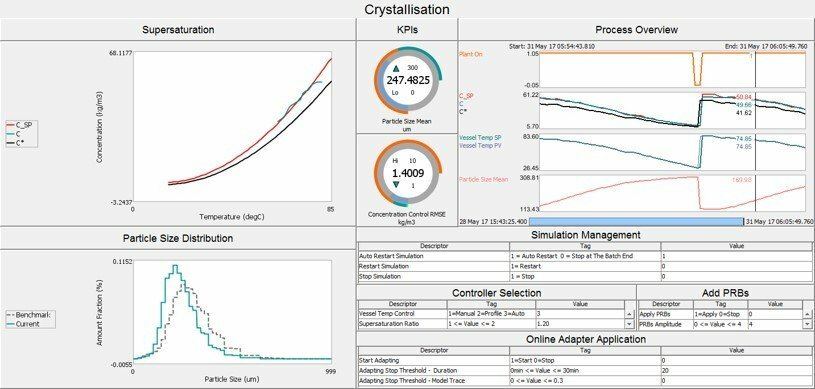
New techniques for 'golden batch' identification, trajectory control and end-point prediction deliver more consistent quality, faster turnaround and less waste. Traditional control often uses fixed recipes and cool-down profiles, with little or no integration of data from PAT devices. Result: lower yield, high variability in particle size. Perceptive's PharmaMV platform addresses all these issues.
- Data validity, instrument integrity determined and reported in real time
- PAT calibration models developed directly within the software
- Tighter control by using a digital model of process behaviour
- Critical Quality Attributes can be inferred in real time
Click the image to learn more
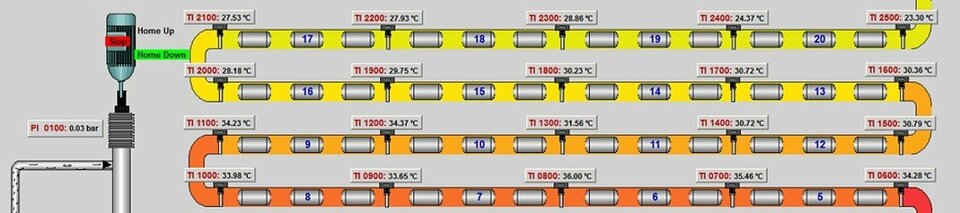
Continuous Crystallisation
The new breed of continuous oscillatory baffled reactors - such as the Cambridge Reactors 'Rattlesnake' and Nitech's DHN10 or DN15 units - promises a new way of thinking. Mixing is uniform and without shear; heat can be transferred rapidly even during plug flow; and the units are scalable by design. But these units pose the same challenges as in batch production: raw material quality is variable, which impacts final product quality, yield, waste and cost of manufacture.
The tools and techniques to solve this dilemma are already embedded within Perceptive's
PharmaMV platform. Individual, but closely-linked, Model Predictive Controllers were developed:
Temperature Profile: maintained at an optimum throughout the process unit
Super-Saturation: continuous adjustment of seed loading, based on concentrations derived from FTIR data
Particle Size: continuous adjustment of super-saturation levels, based on FBRM results
Quality, yield and throughput can all be optimised. Particle size distribution spread can be reduced by 30-60%
Click the image to learn more

Download case studies describing practical applications within continuous manufacturing.

|

|

|
If you want to discuss your project or learn how to get more from your process, please get in touch.
Explore how we help our clients get more from their data and processes.



